En los sistemas de cultivo automatizados, como la hidroponía y la fertirrigación, es habitual utilizar fertilizantes divididos en varios componentes -normalmente etiquetados como A, B y C- en lugar de una solución única ya preparada. Aunque este método ofrece flexibilidad y un mejor control de los nutrientes, también puede plantear desafíos técnicos importantes. Uno de los más críticos es el riesgo de reacciones químicas entre fertilizantes y pH, que pueden bloquear los conductos, dañar el sistema e impedir una absorción eficiente de nutrientes.
Utilizar contenedores separados para los fertilizantes aporta beneficios técnicos fundamentales. En primer lugar, mejora la estabilidad química al evitar interacciones indeseadas entre nutrientes -como el calcio y los fosfatos- que pueden formar precipitados insolubles cuando se mezclan en estado concentrado. Además, permite una mayor flexibilidad para ajustar las proporciones de nutrientes según la fase de crecimiento de las plantas, optimizando el rendimiento.
Gestión de Fertilizantes en Sistemas Automatizados
En sistemas como el NIDO ONE V2, cada slot está diseñado para trabajar con un tipo específico de fertilizante. Si se intercambian accidentalmente -incluso una sola vez- puede producirse una reacción química entre las sustancias concentradas. Para evitar estos problemas, es fundamental asignar de forma permanente un fertilizante a cada slot (A, B o C) y no intercambiarlos nunca.
Uno de los errores más graves ocurre cuando un mismo slot -especialmente el C- se utiliza primero para fertilizante y luego para un corrector de pH+, como el hidróxido de potasio (KOH). Estas reacciones generan sedimentos sólidos y sales insolubles que bloquean por completo los conductos. En algunos casos, el aumento de presión derivado de la obstrucción puede incluso romper los tubos internos.
Evitar estas reacciones no se trata solo de seguir un protocolo: requiere una gestión coherente y proactiva. El primer paso es asignar de forma fija los fertilizantes a los slots A, B y C, evitando cualquier intercambio, incluso temporal.
Limpieza y Mantenimiento del Sistema
Además de una asignación correcta de los productos, una limpieza efectiva es el siguiente paso fundamental para evitar reacciones indeseadas. Para limpiar correctamente el sistema NIDO y los slots individuales, puedes iniciar un ciclo de limpieza directamente desde la app. Solo tienes que ir al menú “Configuración”, seleccionar “Limpieza del dispositivo” y seguir las instrucciones en pantalla. También puedes limpiar solo el slot afectado.
Una correcta gestión de fertilizantes y correctores de pH es clave para mantener seguro y eficiente tu sistema de fertirrigación. Aplicando unas pocas reglas básicas -asignación fija de slots, limpieza regular y respeto por la compatibilidad química- podrás cultivar de forma más segura, eficiente y sostenible.
Tecnología de Plasma Atmosférico No Térmico (PANT) para la Producción de Fertilizantes
La tecnología del PANT es una herramienta con gran potencial para producir fertilizantes nitrogenados líquidos, in situ y a demanda. El nitrógeno es uno de los macronutrientes esenciales para el crecimiento y el desarrollo de los cultivos, ya que es fundamental para la división celular y la producción de clorofila, además de jugar un papel muy importante en la síntesis de azúcares, almidón y lípidos. Aunque existe abundante gas nitrógeno en el aire ambiental, los cultivos no pueden aprovecharlo directamente y solo pueden absorber el nitrógeno fijado en forma de amoníaco (NH3) u óxidos de nitrógeno (NOx, como nitratos (NO3-) y nitritos (NO2-)), que son los principales componentes de los fertilizantes nitrogenados.
A la luz del aumento previsto de la población y, consecuentemente, de la demanda de fertilizantes, y teniendo en cuenta la necesidad de garantizar su disponibilidad y reducir su impacto medioambiental, se ha intensificado el interés hacia la búsqueda de estrategias alternativas a los procesos convencionales. Se han investigado diversos enfoques sostenibles, incluyendo procesos biológicos, foto y electrocatalíticos, así como las tecnologías basadas en el plasma atmosférico no térmico (PANT).
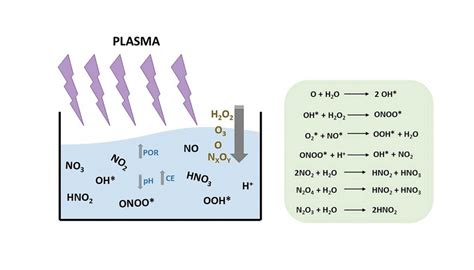
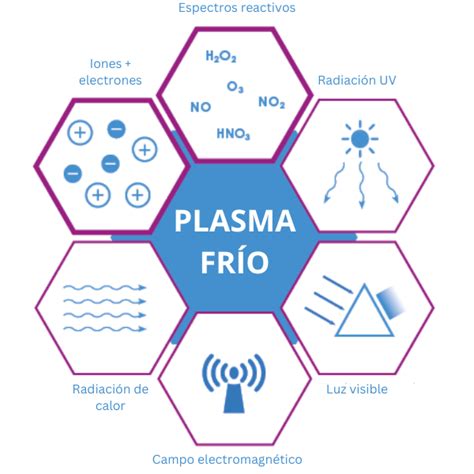
El PANT es un gas débilmente ionizado, constituido por una mezcla de electrones, especies reactivas de oxígeno (ROS), especies reactivas de nitrógeno (RNS) y radiación UV, que se genera tras la exposición del gas a una descarga eléctrica. Recientemente se ha comprobado que el tratamiento de soluciones acuosas de fertilizantes orgánicos (p. ej., estiércol, lodos, digestatos) con plasmas de aire permite enriquecer su contenido en nitrógeno disponible para las plantas. En el proceso, el nitrógeno atmosférico se fija como NOx, que posteriormente, al reaccionar con el agua, dan lugar a la formación de ácido nitroso (HNO2) y ácido nítrico (HNO3), reduciendo y estabilizando el pH de estos fertilizantes.
Agua Activada por Plasma (PAW)
Por otra parte, el tratamiento del agua destinada a fines agronómicos con PANT también ha suscitado un gran interés. La exposición del agua al PANT provoca cambios en su composición química y propiedades físico-químicas. El agua resultante, conocida como “agua activada por plasma” (PAW, Plasma-Activated Water), muestra, en particular, un aumento en el contenido en ROS y RNS, así como un incremento del potencial de oxidorreducción y la conductividad eléctrica.
El efecto combinado obtenido por la fuerte actividad oxidante de las ROS y la acidificación del agua, a través de la generación de ácido nítrico a partir de las RNS, confiere propiedades antimicrobianas al PAW. Por ello, representa una alternativa ambientalmente sostenible a los desinfectantes químicos y pesticidas. De hecho, en los últimos años se ha comprobado que el tratamiento de las plantas con PAW permite reducir la población de diversos fitopatógenos.
Además, el tratamiento del agua con PANT provoca la fijación del nitrógeno del aire en forma de óxido nítrico (NO), nitritos (NO2-), nitratos (NO3-), trióxido de dinitrógeno (N2O3) y pentóxido de dinitrógeno (N2O5), adquiriendo también el PAW propiedades fertilizantes. Se ha comprobado que la irrigación de semillas con PAW incrementa los porcentajes de germinación, acorta el tiempo requerido para la germinación y estimula el posterior crecimiento de las plántulas.
Asimismo, existen varios estudios en los que se ha demostrado en plantas de diversas especies, incluyendo pimientos, tomate o maíz, que la irrigación con PAW permite obtener mayores rendimientos de los cultivos. Además, se ha puesto de manifiesto que la utilización del PAW para irrigar cultivos de rábano daba lugar a tubérculos con un mayor contenido en glucosinolatos, vitamina B5 y ciertos compuestos antioxidantes, como vitamina C y flavonoides totales.
Los resultados obtenidos hasta el momento ponen de manifiesto que la tecnología del PANT es una herramienta con gran potencial para producir fertilizantes nitrogenados líquidos, in situ y a demanda, utilizando una combinación de sencillas unidades de dosificación automatizadas en línea.
Producción de Fertilizantes Nitrogenados y de Sulfato de Amonio
La producción de fertilizantes nitrogenados líquidos, in situ y a demanda, se beneficia de tecnologías avanzadas. El nitrógeno es un macronutriente esencial para el crecimiento de los cultivos, y aunque abunda en el aire, las plantas solo pueden absorberlo en formas fijadas, como amoníaco o nitratos.
Ante la creciente demanda de fertilizantes y la necesidad de reducir su impacto ambiental, se investigan alternativas a los procesos tradicionales. La tecnología de Plasma Atmosférico No Térmico (PANT) emerge como una solución prometedora, generando especies reactivas que pueden fijar nitrógeno atmosférico en compuestos asimilables por las plantas.
Producción de Urea y Sulfato de Amonio (AS)
La urea es el fertilizante nitrogenado más consumido a nivel mundial. La deficiencia de azufre, por otro lado, afecta negativamente la cantidad y calidad de los cultivos, ya que el azufre es crucial en moléculas biológicas como aminoácidos. El sulfato de urea y amonio (UAS), obtenido por la mezcla de urea y sulfato de amonio, combina ambos nutrientes esenciales.
La producción comercial de urea se basa en la reacción de dióxido de carbono (CO2) y amoniaco (NH3). Los procesos pueden ser de una pasada o de recirculación parcial, donde los materiales de partida no convertidos se reutilizan. Los procesos de recirculación total son más comunes en plantas nuevas, donde todos los materiales no convertidos se recirculan al reactor de urea. La síntesis de urea implica la formación de carbamato de amonio como intermedio, con reacciones que ocurren a altas presiones y temperaturas.
La reacción de síntesis del sulfato de amonio (AS) se produce por la asociación de amoniaco y ácido sulfúrico, generando calor. Este calor de reacción puede aprovecharse para concentrar la disolución de UAS resultante. Las etapas técnicas principales para la producción de UAS a partir de urea acuosa incluyen la síntesis de AS y la concentración de la disolución de UAS.
Métodos de Producción de UAS
La producción comercial actual de UAS a menudo implica la mezcla física de urea fundida y sulfato de amonio sólido pulverizado en una etapa de granulación. Esta "vía sólida" presenta inconvenientes económicos y de proceso, como la presencia de impurezas en el AS y la generación de polvo corrosivo durante el machacado fino del AS.
Se han desarrollado procesos para la síntesis in situ de AS en disolución de urea. La reacción entre ácido sulfúrico y amoniaco es muy exotérmica, y el calor liberado puede usarse para concentrar la disolución de urea, ahorrando energía. Sin embargo, la realización in situ de AS puede ser un reto, ya que el ácido reacciona rápidamente con la urea, provocando pérdidas. El bisulfato, un producto intermedio, es menos agresivo para la urea.
Existen también métodos que proponen la reacción de una disolución acuosa de urea con ácido sulfúrico y, opcionalmente, amoniaco, a temperaturas y presiones específicas. El objetivo es producir fertilizantes de UAS sólidos con una mayor conversión de urea en el reactor de síntesis de urea y permitir la variación del contenido de AS en el UAS.
La invención describe métodos para producir fertilizantes de UAS sólidos, utilizando un reactor tubular donde se introducen ácido sulfúrico, amoniaco y urea en configuraciones específicas para optimizar la mezcla y la reacción. La integración de la producción de sulfato de amonio en el proceso de producción de urea se elige según la composición de producto deseada.
La reacción de amoniaco/carbamato con ácido sulfúrico en un reactor tubular conduce a cambios en la composición de la recirculación al reactor de urea. La gestión del dióxido de carbono y el agua en estas corrientes es crucial para mejorar la conversión de urea y aumentar la capacidad de la planta. La síntesis in situ de UAS permite aumentar la capacidad global de urea, especialmente cuando el contenido de AS en el producto final es del 20% o más, mediante modificaciones menores en la planta.
Reactores Químicos y Reacciones Exotérmicas en la Industria de Fertilizantes
El control dinámico de la temperatura en un reactor químico exotérmico frecuentemente dificulta la operación, ya que limita la adición de reactivos. La aplicación de controladores predictivos avanzados puede mejorar significativamente la estabilidad y la producción de estas unidades.
Las reacciones químicas exotérmicas juegan un papel crucial en la producción de fertilizantes líquidos. Estas reacciones liberan calor, lo que no solo ayuda a mantener las condiciones óptimas de reacción sino que también puede influir en la eficiencia y pureza del producto final. Una reacción química exotérmica es un proceso en el que se libera energía en forma de calor. Durante la reacción, la energía total de los productos es menor que la de los reactivos, lo que provoca una liberación de energía.
En la producción de fertilizantes líquidos, las reacciones exotérmicas se utilizan principalmente para la síntesis de compuestos nitrogenados, como el nitrato de amonio y el sulfato de amonio. El calor generado en estas reacciones puede ser aprovechado para mantener otras reacciones a una temperatura óptima, mejorando así la eficiencia del proceso de producción.
Existen diferentes tipos de reacciones y métodos utilizados:
- Reacciones Exotérmicas: Son extremadamente eficientes y comunes en la producción de fertilizantes a base de nitrógeno.
- Neutralización: Es ideal para la producción de fertilizantes a base de fosfato y potasio.
- Solubilización Directa: Es el método más simple y económico, ideal para fertilizantes de aplicación foliar.
- Reacciones Endotérmicas: Aunque menos comunes, son útiles para la producción de fertilizantes complejos y requieren la absorción de calor.
La elección del mejor método depende de múltiples factores, incluidos la seguridad, la eficiencia y la composición deseada del fertilizante.
Tecnología de Granulación por Reactor Tubular
La tecnología de granulación por reactor tubular (o de tubería) es un proceso revolucionario en la industria moderna de fertilizantes, que acopla eficientemente la reacción de neutralización ácido-base con el proceso de granulación. Desde su introducción, esta unidad de reacción ácido-base compacta y de alta eficiencia se ha convertido en una tecnología clave, particularmente en la producción de fosfato de amonio, sulfato de amonio y fertilizantes compuestos NPK.
Al confinar la intensa reacción de neutralización entre el ácido y el amoníaco dentro del tubo, esta tecnología aprovecha el calor de la reacción para evaporar el agua, generando una masa fundida a alta temperatura que se utiliza directamente para la granulación. Esto reduce significativamente el consumo de energía y mejora la eficiencia de producción y la calidad del producto.
Principio de Funcionamiento y Evolución
El reactor tubular, también conocido como reactor de granulación de flujo cruzado de tubería, reemplaza al tradicional y voluminoso tanque neutralizador con control de temperatura por una sección de tubería de alto rendimiento y resistente a la corrosión. Desarrollada originalmente para la producción de fertilizantes de fosfato de amonio, esta tecnología se utiliza ahora ampliamente en la producción de fosfato monoamónico (MAP), fosfato diamónico (DAP), sulfato de amonio (AS) y diversos fertilizantes compuestos NPK.
La clave de su éxito radica en confinar la violenta reacción exotérmica a un espacio reducido, lo que permite un control y aprovechamiento eficientes de la energía y los productos de la reacción. El ácido fosfórico y/o el ácido sulfúrico entran por un lado de la tubería, mientras que el amoníaco gaseoso o líquido se inyecta a través de una estructura específica (como una T o una cruz). La reacción de neutralización es altamente exotérmica, liberando instantáneamente una gran cantidad de calor y creando un ambiente de alta temperatura y presión dentro del reactor.
La masa fundida o lodo caliente generado por la reacción se pulveriza desde el extremo del reactor en forma atomizada o estriada y se distribuye uniformemente sobre el lecho de material sólido giratorio dentro del granulador. Para optimizar el perfil nutricional y la calidad de la granulación, una porción del gas amoníaco se inyecta directamente en el lecho sólido del granulador.
Configuraciones del Reactor Tubular
Existen diversas configuraciones:
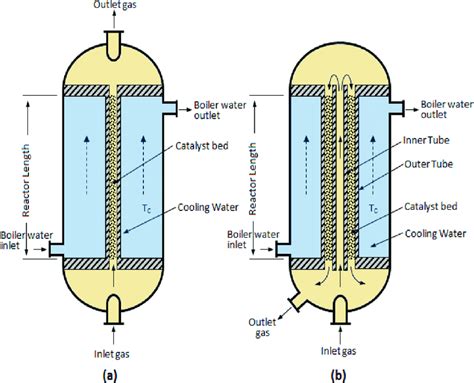
- Sistema de reactor de tubo único: Todas las materias primas líquidas reaccionan en un reactor tubular dentro del granulador. Es un sistema sencillo con bajos costes de inversión y mantenimiento.
- Sistema de reactor de doble tubo: Se instala un reactor tubular en cada granulador y secador. La principal ventaja frente a un preneutralizador tradicional es que elimina la necesidad de bombas y tuberías para el lodo, permitiendo suministrar un lodo más concentrado directamente a la peletizadora y aprovechar el calor de reacción de forma más eficiente.
- Sistema de reactor tubular con preneutralizador: Un reactor tubular se conecta en serie con un preneutralizador convencional. El preneutralizador favorece la reacción inicial, reduciendo la cantidad de vapor liberado por el reactor tubular en el granulador.
- Sistema de reactor tubular sin preneutralizador: La materia prima entra directamente en el reactor tubular, eliminando la necesidad de un preneutralizador, lo que reduce la complejidad y los requisitos de mantenimiento.
La tecnología del Reactor de Tubería en Cruz (PCR) permite hacer reaccionar diversas mezclas de ácido fosfórico y ácido sulfúrico con amoníaco, siendo especialmente útil en plantas de peletización NPK para mejorar la variedad de materias primas y optimizar los costos de producción. Esta tecnología puede procesar ácido fosfórico diluido o concentrado, ácido sulfúrico y soluciones nitrogenadas de diversas fuentes, evitando problemas de corrosión.
Los reactores tubulares ofrecen ahorros energéticos significativos al utilizar el calor de reacción como método principal de secado, disminuyendo la carga sobre los secadores. Esto se traduce en menores costos operativos y de combustible. Además, con un sistema de depuración eficiente, el proceso permite alcanzar emisiones ultrabajas y cero aguas residuales.
La tecnología de granulación por reactor tubular ha evolucionado hasta convertirse en un estándar fiable y eficiente en la fabricación de fertilizantes, integrando reacciones químicas, gestión energética y procesos de granulación para ofrecer un rendimiento excepcional en eficiencia energética, calidad del producto, flexibilidad de producción y protección ambiental.
Obtención de UREA | Producción Industrial
Optimización de Reactores Químicos en Procesos Industriales
La implementación de sistemas de reactores químicos en plantas de proceso es fundamental para la eficiencia industrial. Los reactores químicos son equipos diseñados para facilitar y controlar reacciones químicas en condiciones específicas. Su eficiencia es crucial para maximizar el rendimiento de los procesos y asegurar la calidad de los productos finales.
La intensificación de procesos es una disciplina que busca optimizar equipos y procesos para reducir el tamaño de la planta y mejorar la eficiencia, utilizando equipos más pequeños y compactos, procesos más eficaces y un ajuste del equipo al proceso. Esto se logra optimizando los tiempos de reacción, la transferencia de materia y calor, y las condiciones de operación.
Claves para la Optimización de Reactores
- Optimización de tiempos de reacción: Reducir los tiempos añadidos a la reacción mediante la optimización de la carga de productos, la inertización de reactivos sensibles y la adecuada refrigeración para controlar la temperatura.
- Optimización de agitación: Un diseño adecuado del tipo de agitación permite una mezcla homogénea de reactivos y una transferencia eficiente de calor, evitando la formación de vórtices y la aireación del producto.
- Condiciones de operación: El control adecuado de la presión y el vacío dentro del reactor, junto con un diseño de sistemas de vacío eficientes, garantiza un entorno de reacción óptimo y mejora la seguridad del proceso.
Los reactores químicos ofrecen ventajas como:
- Flexibilidad: Permiten el manejo de diversas reacciones y operaciones multipropósito.
- Calidad del Producto: Aseguran reacciones controladas para resultados consistentes.
- Seguridad: Contienen las reacciones, reduciendo accidentes y la exposición a materiales peligrosos.
- Eficiencia Energética: Optimizan la transferencia de calor y reducen las pérdidas de energía.
- Escalabilidad: Pueden adaptarse desde escalas de laboratorio hasta tamaños industriales.
tags: #reacciones #exotermicas #en #un #reactor #para